|
|
| Home Topics Memorials Miscellany Transcripts References Family History Glossary Latest Beeston Blog About us | Site Search |
Text & Photographs |
"
At this point we break our narrative for a brief description of lace machines. At this period, early in the 20th century, we have our first good information
on the Pollards’ machines and can also show samples of lace made at the factory.
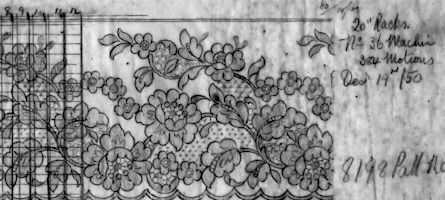
Instructions for punching cards were complex, as were those illustrated for setting out a machine (inserting the thread in the beams, guiding bars etc) for a new pattern. This example of set out instructions (click the image for a larger view) is relatively simple, but is just one part of the meticulous preparation needed to make lace. The diagram applies to one pattern, amongst hundreds available, and only for one horizontal repeat of that pattern, on one machine. When the lace made on a machine was changed, a new set up was needed. 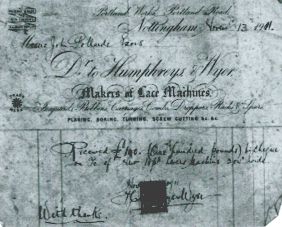 Using insurance valuations, we have identified the makers of many machines. Detailed specifications are given (examples in Appendix 5). Early makers include Pilgrim of Beeston7,
Humber the Beeston cycle manufacturers (later Coventry car manufacturers), Longuire and Hollingsworth. These machines date from the 1870s or 1880s and almost certainly include some
of those listed in early wages books8. Of later machines, from the 1890s or 1900s many were by Humphreys & Wyer, a major machine maker and perhaps originally a Beeston
firm9; Cooper and Wallis & Longden were well represented. A lace-curtain machine was constructed by Arthur Pollard, showing his technical interests. Some machines were taken
over from bankrupt tenants, adding to the diversity of makers. The Pollards concentrated on fine lace; machines initially built to make coarse lace were often converted to produce a
finer product10.
Using insurance valuations, we have identified the makers of many machines. Detailed specifications are given (examples in Appendix 5). Early makers include Pilgrim of Beeston7,
Humber the Beeston cycle manufacturers (later Coventry car manufacturers), Longuire and Hollingsworth. These machines date from the 1870s or 1880s and almost certainly include some
of those listed in early wages books8. Of later machines, from the 1890s or 1900s many were by Humphreys & Wyer, a major machine maker and perhaps originally a Beeston
firm9; Cooper and Wallis & Longden were well represented. A lace-curtain machine was constructed by Arthur Pollard, showing his technical interests. Some machines were taken
over from bankrupt tenants, adding to the diversity of makers. The Pollards concentrated on fine lace; machines initially built to make coarse lace were often converted to produce a
finer product10.Many machines were bought between 1900 and 1910, but, although some old machines were taken over, for example when a tenant died11&12, no new machines were bought after 1911. The invoice for the deposit on the last lace machine at Swiss Mills is shown right. Although the factory, at least in our childhood, was a grimy place, the machines were clean. In the time of steam power, the engine was stopped every Saturday morning at 9am and restarted at 10am; the men had the hour to clean their machines. Most machines in other firms were covered in cotton fluff, inches deep13. The machines were lubricated with "black lead", a form of graphite, which got everywhere. Our father, like other lace workers, came home with hands thoroughly blackened. 1 Our father, like many lace makers, was very deaf 2 Pat Earnshaw (1986), Lace machines and machine laces, Batsford, London 3 The factory had three bobbin and carriage repairmen. 4 A form of digital information, long predating the computer age. 5 Information on Pollard’s machines and practices in this section is from John Pollard in conversation with Sheila Mason. 6 In the printed book, we said in his "nineties". This was wrong: Albert was born in Beeston in 1882. The 1901 census describes him as "Apprentice Leivers lace draughtsman" - undoubtedly with Pollards. 7 An 1855 Directory names William Pilgrim, framesmith, Willoughby Street and the same man in 1862, machine builder. 8 In the final, 1953, valuation of machines, Albert Spowage commented that most were from 50 to 80 years old and of little more than scrap value. 9 An 1858 Directory shows the machine-making firm Humphreys, Botham and Wyer in Brown Lane (Station Road); William Humphreys, the senior partner, was born in Beeston, probably the son of Joseph, listed as a watchmaker in the 1861 census. Watchmaking and lace machinery required similar skills in precision engineering, S.M. p.50. 10 Information from Sheila Mason. 11 Report by the accountants Leman, Hill and Hilton, Nottingham, on plant and machinery 1921-52. 12 The tenant was Whitehouse; A note in the insurance ledger says that these machines were soon scrapped to "make room". 13 John Pollard in conversation with Sheila Mason. or - Click here to go back to the top |
|
 Lace Machines & Lace Making -
Lace machines are very impressive in their combination of size, noise1 and precision, linked to their power source by broad belts. The Pollards’ largest
machines were some 200 inch (over 5m) working width - considerably more with the iron carcases. The contrast between the size of the machines and the delicacy of
the product is striking and has often been remarked.
Lace Machines & Lace Making -
Lace machines are very impressive in their combination of size, noise1 and precision, linked to their power source by broad belts. The Pollards’ largest
machines were some 200 inch (over 5m) working width - considerably more with the iron carcases. The contrast between the size of the machines and the delicacy of
the product is striking and has often been remarked. The number of threads may be 20,000 or more and it is said that for a complex design the length of thread in a machine could reach half way round the world2.
The threads are divided into horizontal, in disc-like brass bobbins moving in steel carriages (both shown left3) between front and back, twisting around verticals, stretched between rollers
above and below. The vertical threads are divided into the warps, which make the ground and the beams, which make the patterned part of the lace. The beam threads are guided
in their intricate movements by fine steel bars in the well of the machine, the bars themselves controlled by patterns of holes punched in cards, threaded together and rotating
in a "Jacquard" machine at the end of the lace machine4. Each drawn design had to be converted by the draughtsman, into numbers on a figure sheet. The card
puncher then used the figure sheets as instructions for producing the cards for the Jacquard.
The number of threads may be 20,000 or more and it is said that for a complex design the length of thread in a machine could reach half way round the world2.
The threads are divided into horizontal, in disc-like brass bobbins moving in steel carriages (both shown left3) between front and back, twisting around verticals, stretched between rollers
above and below. The vertical threads are divided into the warps, which make the ground and the beams, which make the patterned part of the lace. The beam threads are guided
in their intricate movements by fine steel bars in the well of the machine, the bars themselves controlled by patterns of holes punched in cards, threaded together and rotating
in a "Jacquard" machine at the end of the lace machine4. Each drawn design had to be converted by the draughtsman, into numbers on a figure sheet. The card
puncher then used the figure sheets as instructions for producing the cards for the Jacquard.